ТУ 14-1-4492-88. Квадрат горячекатаный





Министерство черной металлургии СССР
ОКП 08 9100
Группа В 31
УТВЕРЖДАЮ:
Зам. начальника Главного научно–технического
и технологического управления Министерства СССР
С.В. Тимофеев
БЛЮМЫ И ЗАГОТОВКА КВАДРАТНАЯ ГОРЯЧЕКАТАНАЯ ИЗ
СТАЛИ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ И
ВЫСОКОКАЧЕСТВЕННОЙ, ЛЕГИРОВАННОЙ И
ВЫСОКОЛЕГИРОВАННОЙ И СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ14-1-4492-88 (Впервые)
[Переизданы, в 2002 году с учетом изменений № 1-4,
П/И от 29.12.88г., 14.08.89г., 04.10.89г. и 15.02.2002г.]
Держатель подлинника – ЦССМ ФГУП ЦНИИчермет им. И.П.Бардина
Срок действия: с 01.03.89 без ограниченияС.2 ТУ 14-1-4492-88
Настоящие технические условия распространяются на горячекатаные блюмы (болванки обжитые) и заготовки квадратного сечения из качественной и высококачественной углеродистой, легированной и высоколегированной стали и сплавов, предназначенные для дальнейшего переката и свободной ковки.
В части требований к сортаменту технические условия распространяются на сортовой прокат, поставляемый с обжимных и заготовочных станов.
Технические условия не распространяются на заготовки, полученные на машинах непрерывного литья.
Примеры условных обозначений.
Блюм немерной длины (НД), со стороной квадрата 260 мм, из стали марки 25, группы поверхности 2, для переката (П): Блюм НД-260-25-2-П ТУ 14-1-4492-88.
Заготовка мерной длины (МД), со стороной квадрата 90 мм, из стали марки 15, группы поверхности 1, для свободной ковки (СК):
Заготовка МД-90-15-1-СК ТУ 14-1-4492-88.
1. КЛАССИФИКАЦИЯ
1.1. По состоянию поверхности блюмы и заготовки изготавливают из трех групп:
1 - без травления и удаления дефектов;
2 - без травления с удалением дефектов;
3 - без окалины (травленая) с удалением дефектов.
Примечание – Если группа поверхности не указана в заказе, блюмы и заготовки поставляют с поверхностью группы 2.
1.2. По назначению, оговариваемому потребителем в заказе, блюмы и заготовку подразделяют на:
СК - для свободной ковки;
П - для переката.
2. СОРТАМЕНТ
2.1. Блюм (болванка обжатая)
2.1.1. Форма, размеры сечения и предельные отклонения должны соответствовать рисунку 1 и таблице 1.
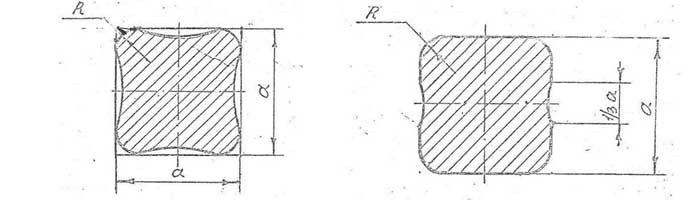
Рисунок 1
Таблица 1В миллиметрах
|
Сторона блюма, а |
Радиус закругления углов, R |
Предельные отклонения по стороне блюма |
|
140 |
20 |
|
|
150 |
20 |
|
|
160 |
20 |
±5 |
|
170 |
25 |
|
|
180 |
25 |
|
|
190 |
25 |
|
|
200 |
30 |
±6 |
|
210 |
30 |
|
|
220 |
35 |
|
|
240 |
35 |
|
|
250 |
35 |
±7 |
|
260 |
40 |
|
|
280 |
40 |
±8 |
|
300 |
45 |
|
С.4 ТУ 14-1-4492-88Б
Окончание таблицы 1В миллиметрах
|
Сторона блюма, а |
Радиус закругления углов, R |
Предельные отклонения по стороне блюма |
|
320 |
50 |
|
|
360 |
50 |
±10 |
|
400 |
60 |
|
|
450 |
60 |
|
|
Примечания 1. По согласованию изготовителя с потребителем допускается изготовление блюмов других размеров в пределах от 140 до 450 мм с предельными отклонениями по ближайшему меньшему размеру. 2. По согласованию изготовления с потребителем допускается изготовление блюмов прямоугольного сечения, при этом меньшая сторона не должна превышать 450 мм. 3. Уменьшение или увеличение радиусов закругления углов, против указанных в таблице 1, браковочным признаком не является. |
||
2.1.2. Грани блюмов должны быть прямыми или слегка вогнутыми. Допускается поставка блюмов, у которых грани двух противоположных сторон могут иметь выпуски, в пределах установленной суммы предельных отклонений по стороне блюма.
Средняя часть этих граней, шириной не менее 1/3 размера стороны блюма, должна быть прямой или слегка вогнутой.
2.1.3. Блюмы изготовляют длиной от 1 до 6 м:
мерной длины (МД);
кратной мерной длины (КД);
немерной длины (НД).
Допускается поставка блюмов ограниченной длины (ОД) в пределах немерной.
При заказе блюмов мерной и кратной мерной длины по согласованию изготовителя с потребителем допускается поставка блюмов немерной длины в количестве до 10% от массы партии.
Форму поставки и длину блюмов оговаривают в заказе.
С.5 ТУ 14-1-4492-88
2.1.4. Предельные отклонения мерной и кратной мерной длины блюма не должны превышать +80 мм.
2.1.5. Концы блюмов со стороной до 350 мм должны быть обрезаны; более 350 мм – по согласованию изготовителя с потребителем.
По согласованию изготовителя с потребителем блюмы со стороной 260 мм и более поставляют с необрезными концами.
Допускается поставка блюмов из особо прочных сталей с необрезными концами.
2.2. 3аготовка квадратная.
2.2.1. Форма, размеры сечения и предельные отклонения должны соответствовать рисунку 2 и таблице 2.
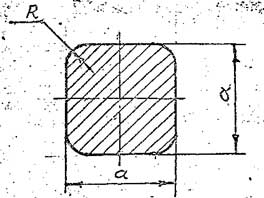
Рисунок 2
Таблица 2В миллиметрах
|
Сторона квадрата, а |
Радиус закругления углов, R |
Предельные отклонения по стороне квадрата |
|
40 |
|
|
|
45 |
7 |
±1,2 |
|
50 |
|
|
С.6 ТУ 14-1-4492-88
Окончание таблицы 2В миллиметрах
|
Сторона квадрата, а |
Радиус закругления углов, R |
Предельные отклонения по стороне квадрата |
|
55 60 65 70 |
9 |
±1,6 |
|
75 80 85 90 |
12 |
±2,0 |
|
95 100 105 |
15 |
±2,4 |
|
110 115 120 125 |
18 |
±2,7 |
|
130 140 150 |
21 |
±3,2
|
|
160 170 180 |
25 |
±3,9 |
|
190 200 |
30 |
±4,5 |
|
210 220 240 250 |
35 |
±5,2 |
|
Примечание – Радиусы закругления углов заготовки даны для построения калибров и на заготовке не контролируют. |
||
2.2.2. Разность диагоналей по сечению заготовки не должна превышать 0,7 суммы предельных отклонений по стороне квадрата.
2.2.3. Вогнутость и выпуклость граней заготовки, а также разность двух любых сторон не должна превышать суммы предельных отклонений по стороне квадрата.
2.2.4. Заготовку изготовляют длиной от 1 до 12 м:
мерной длины (МД);
мерной длины с немерной до 10% массы партии (МД1);
кратной мерной длины (КД);
кратной мерной длины с немерной до 10% массы партии (КД1);
немерной длины (НД);
ограниченной длины в пределах немерной (ОД).
2.2.5. Предельные отклонения по длине заготовки мерной длины или кратной мерной длины не должны превышать, мм:
+30 - при длине до 4 м;
+50 - при длине свыше 4 до 6 включ.;
+70 - при длине свыше 6 м.
2.2.6. Заготовки должны быть обрезаны. Косина реза не должна превышать, мм:
6 - при стороне квадрата до 100 мм;
8 - при стороне квадрата свыше 100 мм.
2.3. Местная кривизна блюмов и заготовок не должна превышать 12 мм на 1 м длины; общая кривизна не должна превышать произведения допустимой кривизны для длины 1м на общую длину в метрах.
По согласованию изготовителя с потребителем кривизна заготовок не должна превышать 5 мм на 1 м длины.
2.4. Видимое скручивание вокруг продольной оси блюма и заготовки не допускается.
2.5. Допускается смятие концов блюмов и заготовок при обрезке.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Марки и химический состав стали и сплавов должны соответствовать требованиям ГОСТ 801, ГОСТ 1050, ГОСТ 1414, ГОСТ 1435, ГОСТ 2246, ГОСТ 4543, ГОСТ 5632, ГОСТ 5950, ГОСТ 10543, ГОСТ 10702, ГОСТ 11036, ГОСТ 14959, ГОСТ 19265, ГОСТ 19281, ГОСТ 20072, ТУ 14-1-4487-88, ТУ 14-1-5317-95 и другим стандартам и техническим условиям на готовый прокат, указанным в заказе.
3.2. Качество поверхности должно соответствовать требованиям, указанным в таблице.
Таблица 3
|
Группа поверх-ности |
Состояние поверхности |
Характеристика поверхности |
|
|
Недопустимые дефекты на поверхности |
Допустимые дефекты на поверхности |
||
|
1 |
Без травления и удаления дефектов |
Поперечные трещины и грубые рванины, плены |
Дефекты глубиной залегания не более 8% номинальной стороны (толщины), за исключением дефектов, указанных в графе «Недопустимые дефекты поверхности»; мелкая плена. |
|
2 |
Без травления с удалением дефектов |
Плены, рванины, трещины, закаты |
Отпечатки, рябизна, царапины глубиной не более половины суммы предельных отклонений по стороне (толщине); раскатанные загрязнения и пузыри глубиной не более 1,0 мм для заготовок сечением 100 мм и более и 0,5 мм – для заготовок меньшего сечения. |
С.9 ТУ 14-1-4492-88
Окончание таблицы 3|
Группа поверхности |
Состояние поверхности |
Характеристика поверхности |
|
|
Недопустимые дефекты на поверхности |
Допустимые дефекты на поверхности |
||
|
3 |
Травленая (без окалины) с удалением дефектов |
Окалина, плены, рванины, закаты, трещины и раскатанные загрязнения |
Отпечатки, рябизна, царапины глубиной не более половины суммы предельных отклонений по стороне (толщине). |
|
Примечание – Под дефектом «мелкая плена» следует понимать плену, глубина залегания которой не более 3% номинальной стороны (толщины). |
|||
3.3. Недопустимые дефекты должны быть удалены пологой вырубкой или зачисткой, ширина которой должна быть не менее пятикратной глубины. Глубина вырубки или зачистки на двух противоположных гранях в одном сечении не должна превышать:
для блюмов и заготовок, предназначенных для переката, со стороной квадрата до 300 мм – 8% номинальной стороны (толщины) блюма или стороны заготовки, свыше 300 мм – 25 мм;
для блюмов и заготовок всех размеров, предназначенных для свободной ковки, – 8% номинальной стороны (толщины) блюма или стороны заготовки, но не более 15 мм.
По согласованию изготовителя с потребителем допускается иная, против указанных, глубина вырубки или зачистки дефектов.
3.4. Макроструктура блюмов и заготовок из спокойной и полуспокойной стали не должна иметь подусадочной рыхлости, подкорковых пузырей, трещин, корочек, расслоений и флокенов, инородных металлических и неметаллических инородных включений.
Макроструктура блюмов и заготовок из кипящей стали, предназначенных для производства подката по ГОСТ 10702, кроме указанных дефектов, не должна иметь выхода ликвационной зоны на поверхность.
3.5. Блюмы и заготовки изготовляют без термической обработки. По согласованию изготовителя с потребителем блюмы и заготовки из легированных и высоколегированных сталей и сплавов изготовляют в термически обработанном состоянии (ТО).
3.6. По согласованию изготовителя с потребителем блюмы и заготовки изготовляют с нормированной величиной:
аустенитного зерна;
прокаливаемости;
макроструктуры;
неметаллических включений;
карбидной неоднородности;
магнитных свойств;
механических свойств.
Нормы по величине аустенитного зерна и прокаливаемости для блюмов и заготовок всех размеров, а также нормы механических свойств для блюмов и заготовок размером до 250 мм включительно должны соответствовать требованиям стандартов на СОРТОВОЙ прокат из стали соответствующих марок.
Нормы по макроструктуре, неметаллическим включениям, карбидной неоднородности и магнитных свойств для блюмов и заготовок всех размеров, а также нормы по механическим свойствам заготовок и блюмов размером более 250 мм устанавливают по согласованию изготовителя с потребителем.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки - по ГОСТ 7566.
4.2. Партия должна состоять из блюмов или заготовок одной марки стали или сплава, одной плавки-ковша, а при выплавке электрошлаковым или вакуумно¬-дуговым методами – из одной исходной плавки; одного размера и одной группы поверхности и сопровождаться документом о качестве, содержащим:
наименование и (или) товарный знак предприятия-изготовителя;
наименование потребителя;
марки стали (сплава);
номер плавки;
группу поверхности;
результаты химического анализа;
размеры блюма или заготовки;
массу партии и количество блюмов или заготовок;
обозначение настоящих технических условий.
4.3. Для проверки качества от партии отбирают:
-для контроля поверхности – каждый блюм или заготовку;
-для химического анализа – пробы по ГОСТ 7565;
-для испытания на прокаливаемость, механических свойств, макроструктуры, зерна, неметаллических включений, карбидной неоднородности и магнитных свойств – один блюм или заготовку;
-для контроля размеров и формы – 5% блюмов или заготовок от партии.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности проверяют путем наружного осмотра. При необходимости проводят светление или травление поверхности.
5.2. Проверку размеров и формы блюмов и заготовок проводят измерительным инструментом, обеспечивающим требуемую точность.
Измерение сторон, диагоналей, вогнутости или выпуклости квадратной заготовки проводят на расстоянии не менее 150 мм от торцов заготовки; сторон блюма – на расстоянии не менее 300 мм.
5.3. Химический анализ проводят методами, предусмотренными в стандартах, указанных в п.3.1.
5.4. Прокаливаемость проверяют по ГОСТ 5657.
5.5. Величину зерна определяют по ГОСТ 5639.
5.6. Контроль и оценку макроструктуры блюмов и заготовок толщиной до 250 мм проводят по ГОСТ 10243 на поперечных темплетах методом травления или по излому, а при толщине свыше 250 мм – по согласованию изготовителя с потребителем (КМС).
Допускается применение ультразвукового контроля по методике изготовителя и других методов неразрушающего контроля. Изготовитель гарантирует при этом соответствие продукции требованиям настоящих технических условий.
Контроль макроструктуры блюмов проводят по требованию потребителя (КМС).
5.7. Глубину залегания поверхностных дефектов определяют путем зачистки заготовки или блюма на контролируемом участке и измерения штангенглубиномером по ГОСТ 162 или другими измерительными инструментами соответствующей точности.
5.8. Оценку неметаллических включений проводят для заготовок или блюмов из стали марок ШХ15 и ШХ15СГ по ГОСТ 801.
5.9. Оценку карбидной неоднородности проводят по ГОСТ 801, ГОСТ 5950 и ГОСТ 19265 в зависимости от марок стали.
5.10. Контроль механических свойств блюмов и заготовок проводят в соответствии с требованиями стандартов или технических условий на сортовой прокат из стали и сплавов соответствующих марок.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
6.1. Маркировка и упаковка – по ГОСТ 7566.
Все блюмы и заготовки, соответствующие головной части слитка, маркируют на торце со стороны головной части буквой А.
На торце каждого блюма или заготовки дополнительно наносится товарный знак или условное обозначение предприятия-изготовителя.
По согласованию предприятия-изготовителя с потребителем допускается поставка без маркировки каждой заготовки в торце товарного знака или условного обозначения предприятия-изготовителя.
Транспортная маркировка – по ГОСТ 14192 с указанием основных, дополнительных и информационных надписей, наносимых несмываемой краской на груз или ярлык.
6.2. Блюмы и заготовки, изготовленные из стали сплавов, выплавленных специальными методами, дополнительно маркируют в соответствии с действующей в отрасли системой обозначений.
6.3. Блюмы и заготовки транспортируют всеми видами транспорта в открытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями перевозки и крепления грузов, утвержденными Министерством путей сообщения РФ.
6.4. При погрузке нескольких партий в один вагон во избежание перепутывания партии одна от другой должны быть отделены прокладками или другим надежным способом.
Разделение партий блюмов или заготовок, уложенных в связки или пачки, допускается не проводить.
Примечание. На блюмы и заготовки по настоящим техническим условиям распространяются договорные цены.

