Cлитки из углеродистой и легированной стали ТУ 0883-229-53504410-2004
СЛИТКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ
ОТКРЫТОЙ ВЫПЛАВКИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ КОВКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 0883-229-53504410-2004
Настоящие технические условия распространяются на слитки стальные, изготовляемые из углеродистых и легированных сталей верховой разливки открытой выплавки скрап-процессом в электропечи с продув¬кой аргоном для поставки в холодном состоянии и предназначенные для ковки.
1. ТЕХНИЧЕСКИЕ УСЛОВИЯ
1.1. Слитки должны соответствовать требованиям настоящих технических условий.
1.2. Марка стали, масса и количество слитков должны устанавли-ваться согласованной между изготовителем и потребителем специфика-цией, которая прилагается к договору.
1.3. Химический состав стали и допускаемые отклонения по содержанию элементов (по ковшевой пробе) должны соответствовать нормам действующих ГОСТов и ТУ на соответствующую марку стали.
1.4. Слитки из стали, имеющей отклонения от норм химического со-става свыше предусмотренных стандартом, поставляются только с со-гласия потребителя.
1.5. Слитки поставляются по теоретической массе.
1.6. Теоретическая масса слитков указана в приложении 1.
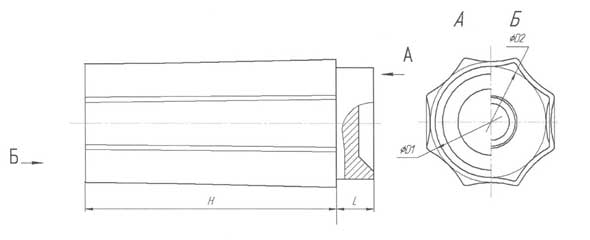
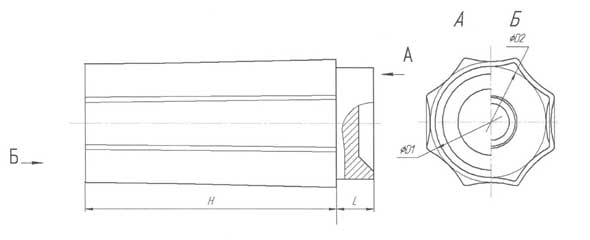
1.7. Ориентировочные геометрические параметры слитков указаны в приложении 1.
1.8. Поверхность тела слитка должны быть чистой без трещин, заво-ротов корочки, заливов, кольцевых пережимов.
1.9. Без удаления дефектов допускаются слитки, на которых:
- Глубина сетки разгара не превышает 3 мм;
- Заливы от углублений в стенках изложниц, высота которых не превышает 10 мм;
- Наплесы на теле слитка высотой не более 10 мм.
1.10. Допускаются местные дефекты в виде: раковин, свищей, газо-вой пористости глубиной залегания не более 10 мм.
1.11. Вкладыши, приварившиеся к донной части слитка не удаляются.
1.12. Дефекты с глубиной залегания более 10 мм удаляются пологой зачисткой. Глубина зачистки дефектов на слитках не должна превышать 50 мм.
1.13. Ширина зачистки должна быть не менее шестикратной глубины.
1.14. Дефекты типа вмятин не зачитаются.
1.15. Выплавка и разливка стали, а также охлаждение слитков производится по технологии предприятия-изготовителя. Слитки должны поставляться только после отжига по существующей технологии предприятия-изготовителя. Особые условия технологии выплавки, разливки, охлаждения и термообработки слитков оговариваются договорной документацией.
2. ПРАВИЛА ПРИЕМКИ
2.1. Приемка слитков в холодном состоянии производится партиями работниками БТК. Партия должна состоять из слитков, изготовленных из стали одной марки или одной плавки.
2.2. Качество поверхности слитка проверяются на каждом слитке. Предприятие-изготовитель гарантирует соответствие геометрических размеров слитков параметрам, указанным в Приложении 1.
2.3. Слитки признаются годными, подлежат оформлению и отправке при выполнении следующих условий:
- Соответствие химического состава требованиям п. 1.3.
- Соответствие массы слитка, указанной в договоре о поставке с учетом п. 1.6.
- Соответствия качества поверхности требованиям п.п.1.8. - 1.14.
- Наличие четкой маркировки п.4.2.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Правила отбора проб для химического анализа по ГОСТ 7565-81.
3.2. Химический состав проверяют в соответствии с ГОСТ 22536.0-22536.13-87; ГОСТ 12344-88; ГОСТ 12345-2001; ГОСТ 12346-78; ГОСТ 12347-77; ГОСТ 12348-78; ГОСТ 12352-81; ГОСТ 12354-81: ГОСТ 12355-78; ГОСТ 12356-81; ГОСТ 12357-84; ГОСТ 12360-82 или другими методами, обеспечивающими необходимую точность измерений.
3.3. Контроль качества поверхности слитков проводится без применения увеличительных приборов. В случае необходимости качество поверхности проверяется с осветлением поверхности абразивным кругом.
4. МАРКИРОВКА, ТРАНСПОРТИРОВКА И ОФОРМЛЕНИЕ СОПРОВОДИТЕЛЬНЫX ДОКУMEНTOB
4.1. Для маркировки слитков используется металлическая скоба. Маркировка на скобе должна содержать:
- номер плавки;
- номер слитка.
4.2. Маркировка наносится ударным способом - вручную клеймоцифрами.
4.3. В случае обрыва скобы во время транспортировки слитков маркировка наносится на тело слитка в под прибыльную часть. Место маркировки обводится несмываемой краской светлых тонов.
4.4. Каждая партия слитков, отправляемых потребителю, должна сопровождаться сертификатом о качестве, содержащим:
- наименование предприятия-изготовителя;
- номер плавки;
- массу и количество слитков;
- марку стали;
- обозначение настоящих ТУ
Сертификат отправляется вместе со слитками.
4.5. Слитки могут транспортироваться любым видом транспорта в соответствии с договором.
Приложение 1
Основные размеры слитка
|
Теоретическая масса слитка, кг |
Высота тела слитка, мм Н |
Высота прибыльной части слитка, мм L |
Ø слитка, мм (вид А) D1 |
Ø слитка, мм (вид Б) d 2 |
Нормы технологической обрези, мм |
|
|
От прибыльной части |
От донной части |
|||||
|
4900 |
1588 |
245 |
708 |
564 |
65 |
25 |
|
6000 |
1838 |
245 |
730 |
564 |
65 |
25 |
|
7300 |
1725 |
245 |
784 |
722 |
65 |
25 |
|
9300 |
1740 |
240 |
870 |
760 |
65 |
25 |
|
11500 |
1600 |
365 |
1120 |
840 |
65 |
25 |
|
16000 |
1990 |
436 |
1039 |
893 |
65 |
25 |
|
17800 |
2260 |
500 |
1020 |
950 |
65 |
25 |
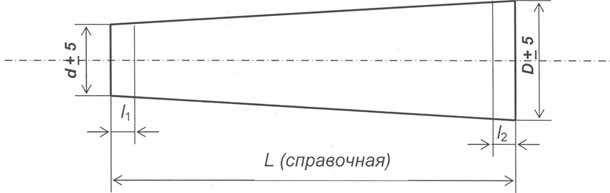
Предельные отклонения фактических размеров и массы слитков должны быть не более ±5%.
ЭШП-К570
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 570 мм) |
Масса технологических отходов, кг (от низа I2 = 100 мм, m = 200 кг) |
||
|
Lспр |
d |
от верха (I1=150mm) |
общая |
||
|
ЭШП-К570-45 |
4500 |
2680 |
476 |
210 |
410 |
|
ЭШП-К570-46 |
4600 |
2750 |
473 |
207 |
407 |
|
ЭШП-К570-47 |
4700 |
2820 |
470 |
205 |
405 |
|
ЭШП-К570-48 |
4800 |
2890 |
467 |
202 |
402 |
|
ЭШП-К570-49 |
4900 |
2970 |
464 |
199 |
399 |
|
ЭШП-К570-50 |
5000 |
3050 |
461 |
196 |
396 |
ЭШП-Ц700
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 700 мм) |
Масса технологических отходов, кг (от низа I2 = 130 мм, m = 391 кг) |
||
|
Lспр |
d |
от верха (I1=180mm) |
общая |
||
|
ЭШП-Ц700-40 |
4000 |
1390 |
671 |
501 |
892 |
|
ЭШП-Ц700-42 |
4200 |
1470 |
669 |
498 |
889 |
|
ЭШП-Ц700-44 |
4400 |
1540 |
667 |
495 |
886 |
|
ЭШП-Ц700-46 |
4600 |
1610 |
665 |
492 |
883 |
|
ЭШП-Ц700-48 |
4800 |
1690 |
663 |
489 |
880 |
|
ЭШП-Ц700-50 |
5000 |
1760 |
661 |
486 |
877 |
|
ЭШП-Ц700-52 |
5200 |
1840 |
659 |
483 |
874 |
|
ЭШП-Ц700-54 |
5400 |
1920 |
657 |
481 |
872 |
|
ЭШП-Ц700-56 |
5600 |
1980 |
655 |
477 |
868 |
|
ЭШП-Ц700-58 |
5800 |
2060 |
653 |
474 |
865 |
|
ЭШП-Ц700-60 |
6000 |
2140 |
651 |
472 |
864 |
|
ЭШП-Ц700-62 |
6200 |
2220 |
649 |
469 |
860 |
|
ЭШП-Ц700-64 |
6400 |
2290 |
647 |
466 |
857 |
|
ЭШП-Ц700-66 |
6600 |
2370 |
645 |
463 |
854 |
|
ЭШП-Ц700-68 |
6800 |
2450 |
643 |
460 |
851 |
|
ЭШП-Ц700-70 |
7000 |
2530 |
641 |
457 |
848 |
|
ЭШП-Ц700-72 |
7200 |
2610 |
639 |
454 |
845 |
|
ЭШП-Ц700-74 |
7400 |
2690 |
637 |
452 |
843 |
|
ЭШП-Ц700-76 |
7600 |
2770 |
635 |
449 |
840 |
|
ЭШП-Ц700-78 |
7800 |
2850 |
633 |
446 |
837 |
ЭШП-Ц930
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 930 мм) |
Масса технологических отходов, кг (от низа I2 = 150 мм, m = 798 кг) |
||
|
Lспр |
d |
от верха (I1=200mm) |
общая |
||
|
ЭШП-Ц930-70 |
7000 |
1370 |
897 |
994 |
1792 |
|
ЭШП-Ц930-75 |
7500 |
1470 |
895 |
989 |
1787 |
|
ЭШП-Ц930-80 |
8000 |
1570 |
892 |
983 |
1781 |
|
ЭШП-Ц930-85 |
8500 |
1670 |
890 |
978 |
1776 |
|
ЭШП-Ц930-90 |
9000 |
1770 |
887 |
972 |
1770 |
|
ЭШП-Ц930-95 |
9500 |
1880 |
885 |
967 |
1765 |
|
ЭШП-Ц930-100 |
10000 |
1970 |
882 |
961 |
1757 |
|
ЭШП-Ц930-105 |
10500 |
2070 |
880 |
957 |
1755 |
|
ЭШП-Ц930-110 |
11000 |
2170 |
878 |
952 |
1750 |
|
ЭШП-Ц930-115 |
11500 |
2270 |
876 |
948 |
1746 |
|
ЭШП-Ц930-120 |
12000 |
2370 |
874 |
943 |
1741 |
Таблицы слитков ЭШП

ЭШП-К410
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 600 мм) |
Масса технологических отходов, кг (от низа I2 = 80 мм, m = 82 кг) |
||
|
Lспр |
d |
от верха (I1=100mm) |
общая |
||
|
ЭШП-К410-8 |
800 |
840 |
376 |
88 |
170 |
|
ЭШП-К410-9 |
900 |
960 |
372 |
86 |
168 |
|
ЭШП-К410-10 |
1000 |
1070 |
368 |
84 |
166 |
|
ЭШП-К410-11 |
1100 |
1190 |
364 |
82 |
164 |
|
ЭШП-К410-12 |
1200 |
1310 |
360 |
80 |
162 |
|
ЭШП-К410-13 |
1300 |
1440 |
356 |
78 |
160 |
ЭШП-К460
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 460 мм) |
Масса технологических отходов, кг (от низа I2 = 80 мм, m = 104 кг) |
||
|
Lспр |
d |
от верха (I1=150mm) |
общая |
||
|
ЭШП-К460-14 |
1400 |
1180 |
419 |
163 |
267 |
|
ЭШП-К460-15 |
1500 |
1270 |
416 |
161 |
265 |
|
ЭШП-К460-16 |
1600 |
1360 |
413 |
158 |
262 |
|
ЭШП-К460-17 |
1700 |
1460 |
410 |
156 |
260 |
|
ЭШП-К460-18 |
1800 |
1560 |
407 |
154 |
258 |
|
ЭШП-К460-19 |
1900 |
1660 |
404 |
151 |
255 |
|
ЭШП-К460-20 |
2000 |
1750 |
401 |
149 |
253 |
|
ЭШП-К460-21 |
2100 |
1850 |
398 |
147 |
251 |
|
ЭШП-К460-22 |
2200 |
1960 |
394 |
144 |
248 |
|
ЭШП-К460-23 |
2300 |
2070 |
390 |
141 |
244 |
|
ЭШП-К460-24 |
2400 |
2180 |
386 |
138 |
242 |
|
ЭШП-К460-25 |
2500 |
2290 |
382 |
136 |
240 |
|
ЭШП-К460-26 |
2600 |
2400 |
378 |
133 |
237 |
|
ЭШП-К460-27 |
2700 |
2520 |
374 |
130 |
234 |
ЭШП-К550
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 550 мм) |
Масса технологических отходов, кг (от низа I2 = 100 мм, m = 186 кг) |
||
|
Lспр |
d |
от верха (I1=150mm) |
общая |
||
|
ЭШП-К550-36 |
3600 |
2420 |
432 |
173 |
359 |
|
ЭШП-К550-37 |
3700 |
2510 |
428 |
170 |
356 |
|
ЭШП-К550-38 |
3800 |
2600 |
424 |
167 |
353 |
|
ЭШП-К550-39 |
3900 |
2690 |
420 |
164 |
350 |
|
ЭШП-К550-40 |
4000 |
2790 |
415 |
160 |
346 |
|
ЭШП-К550-41 |
4100 |
2890 |
410 |
156 |
342 |
|
ЭШП-К550-42 |
4200 |
3000 |
405 |
153 |
339 |
|
ЭШП-К550-43 |
4300 |
3090 |
400 |
149 |
335 |
|
ЭШП-К550-44 |
4400 |
3210 |
395 |
145 |
331 |
ЭШП-Ц550
|
Шифр слитка |
Масса слитка, кг |
Размеры слитка, мм (D = 550 мм) |
Масса технологических отходов, кг (от низа I2 = 100 мм, m = 186 кг) |
||
|
Lспр |
d |
от верха (I1=150mm) |
общая |
||
|
ЭШП-Ц550-18 |
1800 |
1040 |
512 |
243 |
429 |
|
ЭШП-Ц550-19 |
1900 |
1100 |
509 |
240 |
426 |
|
ЭШП-Ц550-20 |
2000 |
1160 |
507 |
239 |
425 |
|
ЭШП-Ц550-21 |
2100 |
1230 |
504 |
236 |
422 |
|
ЭШП-Ц550-22 |
2200 |
1290 |
502 |
234 |
420 |
|
ЭШП-Ц550-23 |
2300 |
1360 |
500 |
232 |
418 |
|
ЭШП-Ц550-24 |
2400 |
1420 |
498 |
230 |
416 |
|
ЭШП-Ц550-25 |
2500 |
1480 |
496 |
228 |
414 |
|
ЭШП-Ц550-26 |
2600 |
1550 |
493 |
226 |
412 |
|
ЭШП-Ц550-27 |
2700 |
1630 |
491 |
224 |
410 |
|
ЭШП-Ц550-28 |
2800 |
1690 |
488 |
221 |
407 |
|
ЭШП-Ц550-29 |
2900 |
1760 |
486 |
219 |
405 |
|
ЭШП-Ц550-30 |
3000 |
1820 |
484 |
217 |
403 |
|
ЭШП-Ц550-31 |
3100 |
1890 |
481 |
215 |
401 |
|
ЭШП-Ц550-32 |
3200 |
1970 |
478 |
211 |
397 |
|
ЭШП-Ц550-33 |
3300 |
2050 |
475 |
208 |
394 |

