|
Марка стали |
Вид поставки
Поковки – ГОСТ 8479–70. Сортовой прокат – ГОСТ 4543–71. Трубы – ГОСТ 8731–74. |
||||||||||||||||||||||||||||||||||||||||||
|
30ХМ, 30ХМА |
|||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 4543–71 |
Температура критических точек, ºС |
||||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Ni |
Mo |
V |
W |
Cu |
Марка стали |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
||||||||||||||||||||||||||||
|
0,26–0,34 |
0,17–0,37 |
0,40–0,70 |
≤ 0,035 |
≤ 0,035 |
0,80– 1,10 |
≤ 0,30 |
0,15–0,25 |
– |
– |
≤ 0,30 |
30ХМ |
757 |
807 |
693 |
763 |
||||||||||||||||||||||||||||
|
0,26–0,33 |
≤ 0,025 |
≤ 0,025 |
30ХМА |
||||||||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре |
|||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
Марка стали |
НВ |
||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 4543–71 |
Отжиг |
830–850 |
С печью |
Свыше 5 |
Не определяются |
≤ 229 |
|||||||||||||||||||||||||||||||||||||
|
Закалка Отпуск |
880 540 |
Масло Вода или масло |
До 80 Свыше 80 до 150 Свыше 150 |
735 735 735 |
930 930 930 |
11 |
45 |
78 |
30ХМ |
– |
|||||||||||||||||||||||||||||||||
|
12 |
50 |
88 |
30ХМА |
||||||||||||||||||||||||||||||||||||||||
|
9 |
40 |
70 |
30ХМ |
||||||||||||||||||||||||||||||||||||||||
|
10 |
45 |
79 |
30ХМА |
||||||||||||||||||||||||||||||||||||||||
|
8 |
35 |
66 |
30ХМ |
||||||||||||||||||||||||||||||||||||||||
|
9 |
40 |
75 |
30ХМА |
||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 8479–70 |
Закалка Отпуск |
830–850 180–200 |
Масло Воздух |
До 100 100–300 До 100 |
490 440 395 |
655 635 615 |
16 16 17 |
45 45 45 |
59 59 49 |
212–248 197–235 187–229 |
|||||||||||||||||||||||||||||||||
|
ГОСТ 8731–74 |
В состоянии поставки (термообрабо-танные) |
392 |
588 |
13 |
– |
– |
– |
||||||||||||||||||||||||||||||||||||
|
Назначение. Шпильки, гайки, трубы и другие детали паропроводов, работающие при температуре до 450–500 ºС. Шестерни, валы, цапфы и другие детали. Стали обладают повышенной прокаливаемостью. |
|||||||||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка |
||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 60 |
– 80 |
||||||||||||||||||||||||||||||||||||
|
402 366 304 |
– 225 – |
Закалка с 880 ºС в масле, отпуск при 450 ºС То же, отпуск при 560 ºС. То же, отпуск при 650 ºС. |
– |
– |
– |
42 |
– |
37 |
Закалка с 880 ºС в масле, отпуск при 350 ºС. |
||||||||||||||||||||||||||||||||||
|
– |
– |
147 |
– |
108 |
– |
Закалка с 880 ºС. Отпуск при 550 ºС |
|||||||||||||||||||||||||||||||||||||
|
Технологические характеристики
|
|||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
||||||||||||||||||||||||||||||||||||||||
|
Слиток Заготовка |
1220–800 1260–800 |
Поковки всех размеров: ответственного назначения |
Отжиг с перекристаллизацией, два переохлаждения, отпуск |
До 100 101–300 |
На воздухе В мульде |
||||||||||||||||||||||||||||||||||||||
|
остальные |
Отжиг низкотемпературный, одно переохлаждение |
||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность
|
|||||||||||||||||||||||||||||||||||||||||
|
Ограниченно свариваемые. Способы сварки: РД, РАД, АФ и КТ. Рекомендуются подогрев и последующая термообработка. |
После закалки и отпуска при 229–269 НВ, σВ = 930 Н/мм2 К√ = 0,7 (твердый сплав), К√ = 0,3 (быстрорежущая сталь) |
Мало чувствительна |
|||||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
|||||||||||||||||||||||||||||||||||||||||||
|
Не склонна |
|||||||||||||||||||||||||||||||||||||||||||
Характеристики стали 30ХМА
Материал представляет собой жаропрочную релаксационностойкую сталь. Он относится к классу хромомолибденовых сплавов. Добавление в состав молибдена позволяет добиться отличных эксплуатационных свойств.
- структура материала становится мелкозернистой и однородной,
- появляется возможность применять более широкие температурные интервалы для закалки изделия,
- отсутствует отпускная хрупкость,
- готовая деталь обладает высокой прочностью и надежностью,
- повышается сопротивление разрыву, ударам и изнашиваемости элементов,
- уменьшается риск перегрева детали, благодаря высокой жаропрочности стали.
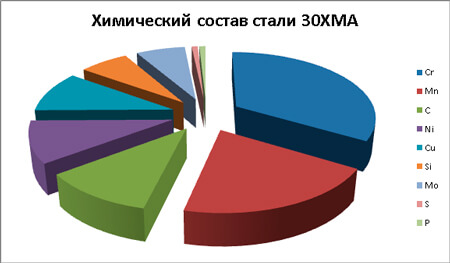
Точное процентное соотношение всех составляющих элементов стали 30ХМА смотрите в таблице, представленной ниже, или на диаграмме.
|
Сr |
Cr |
Si |
Ni |
Mn |
С |
S |
P |
|
0,8-1,1 |
0,8-1,1 |
от 0,17 до 0,37 |
10,0-12,0 |
от 0,4 до 0,7 |
от 0,26 до 0,33 |
до 0,025 |
до 0,025 |
Свойства стали марки 30ХМА
Термическая обработка данного материала осуществляется путем масляного закаливания при температуре +880oC, с последующим отпуском в воде при +540oC выше 0oC.
Твердость материала по Бринеллю составляет 10 -1 = 229 МПа. Критические точки достигаются при следующих температурах:
- Ac1 = 757o
- Ac3(Acm) = 807o
Сплав относится к ограниченно свариваем. Сварка этой марки стали возможна при предварительном подогреве до +120oC и последующей термической обработке.
Материал не имеет склонности к отпускной хрупкости. Однако данная сталь относится к флокеночувствительным, т.е. она подвластна поражению флокенами.
Это приводит к дальнейшему образованию внутренних трещин и других небольших дефектов. Во избежание такого явления производители качественной стали проводят вакуумацию сплава. Данные меры позволяют уменьшить процент содержания водорода в составе материала и снизить риск появления флокенов.
Отечественные и зарубежные аналоги для стали марки 30ХГСА
|
ЕС |
34CrMo4, 25CrMo4 |
|
Америка |
4130, 4130H, G41300, G41350, H41300, H41350 |
|
Франция |
25CD4, 25CrMo4, 34CD4, 34CD4FF, 34CrMo4, 34CrMo4RR |
|
Германия |
25CrMo4, GS-25CrMo4, 26CrMo4, GS-26CrMo4, 34CrMo4, GS-34CrMo4 |
|
Италия |
25CrMo4, 30CrMo4, 34CrMo4, 35CrMo4 |
|
Англия |
25CrMo4 |
|
Австрия |
BOHLERV340, BOHLERV330 |
|
Швеция |
2225, 2233, 2234 |
|
Япония |
SCM420, SCM430, SCM432 |
Другие стали легированные
- 05Г4ДМФ
- 05Г4МНФ
- 07Х3ГНМЮА
- 08ГДНФ
- 10ГН2МФА
- 10ГН2МФА-ВД
- 10ГН2МФА-Ш
- 10ХСНД
- 12МХ
- 12Х1МФ (ЭИ 575)
- 12Х1МФ-ПВ
- 12Х2НВФА
- 12Х2МФСР
- 12ХН2
- 12Х2Н4А
- 12ХН3А
- 13Н5А
- 13Х1МФ (14Х1ГМФ, ЦТ 1)
- 13ХФА
- 14Х2Н3МА
- 14ХГС
- 15Х1М1Ф
- 15Х2НМФА
- 15Х2НМФА класс I
- 15Х5ВФ
- 15Х5М (12Х5МА, Х5М)
- 15ХСНД
- 15ХМ
- 15ХФ
- 18Х2Н4МА (18Х2Н4ВА)
- 18ХГТ
- 20Н3ДМА
- 20Х1М1Ф1БР (ЭП 44)
- 20Х1М1Ф1ТР (ЭП 182)
- 20Х2Н4А
- 20Х2М
- 20Х3МВФ (ЭИ 415, ЭИ 579)
- 20ХГР
- 20ХГНР
- 20ХГСА
- 20ХМ
- 20ХН
- 20ХН2М (20ХНМ)
- 20ХН3А
- 20ХН4ФА
- 20ХНР
- 20ЮЧ
- 22Х3М
- 25Х1МФ (ЭИ 10)
- 25Х1М1Ф (Р2, Р2МА)
- 25Х2М1Ф (ЭИ 723)
- 25Х2Н4МА (25Х2Н4ВА)
- 25Х2НМФА
- 25ХГСА
- 25ХГТ
- 26ХН3М2ФА
- 27ХГР
- 30Х2ГМТ
- 30Х3МФ
- 30ХГС, 30ХГСА
- 30ХГСН2А (30ХГСНА)
- 30ХГТ
- 30ХН2МА
- 30ХН2МФА (30ХН2ВФА)
- 30ХН3А
- 30ХН3М2ФА
- 32ХМ1А
- 33ХС
- 34ХМА
- 34ХН1М, 34ХН1МА
- 34ХН3М, 34ХН3МА
- 35ХГСА
- 35ХМ
- 35ХН1М2ФА
- 35ХН3МФА
- 36Г2СР
- 36НХ
- 36Х2Н2МФА (36ХН1МФА)
- 38Х2Н2МА (38ХНМА)
- 38Х2Н3М
- 38Х2МЮА (38ХМЮА)
- 38ХН3МА
- 38ХН3МФА
- 38ХГН
- 38ХС
- 40Х2Н2МА (40Х1НВА)
- 40ХН
- 40ХН2МА (40ХНМА)
- 40ХС
- 40ХФА
Продукция на сайте по марке 30ХМА

